

高精度な為機械加工経験を22年付けたオーダーメイドに
Tel:0086-0411-87516616-833
Mobile(WeChat):+8613998697660
Mobile(WeChat):+8613998697660

ホームページ / 品質検査フロー
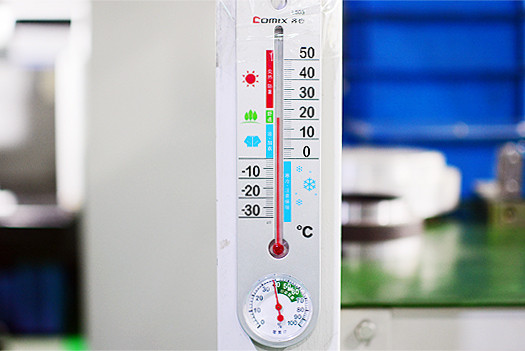
弊社の検査室の温度は、常に恒温18~22度にコントロールされています。
検査測定値の正確性を確保するために、部品は検査の前に恒温検査室に4時間以上に置かなければなりません。その後、測定を行います。


検査の前に、部品をきれいに清潔してから、検査を行います。
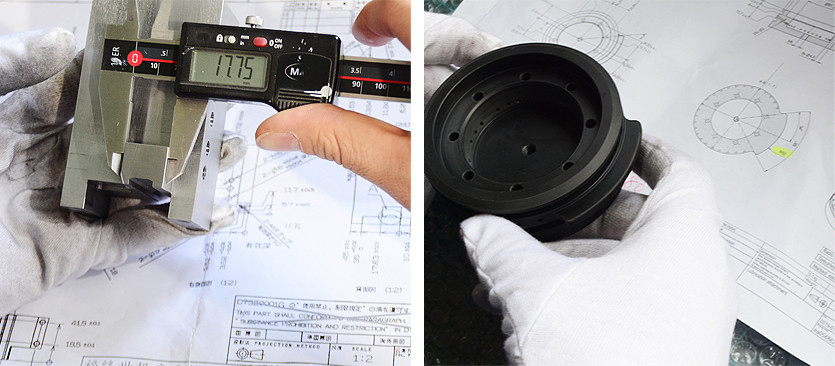
まず、検査品が図面と一致しているかどうか確認し、図面が三角法か一角法かを確認してから測定を行います。
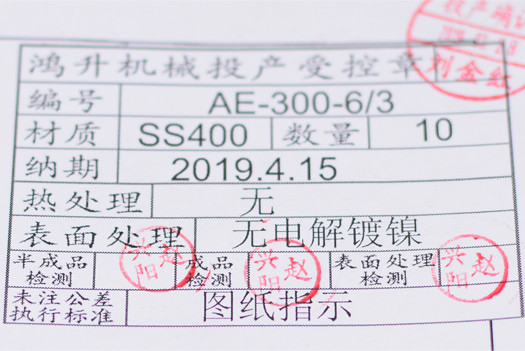
検査品の材質は図面と一致するか確認します。(磁気があるかどうか、磁石でステンレス鋼を検査する)
外観を確認し。
表面にバリ、傷、打痕、面取りが均一かどうか確認します。
数量が図面と一致しているか確認します。
検査前に点検ツールを修正し、問題がなければ使用します。

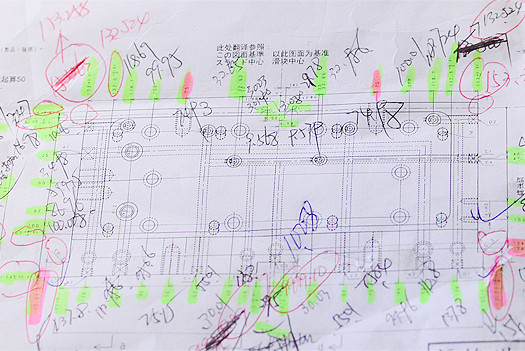
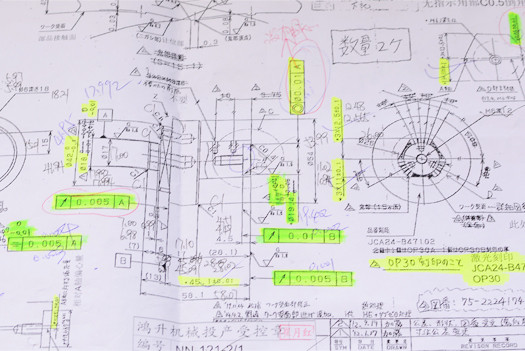
鴻昇の検査原則としては、ロット部品が顧客の意見を求めて抜き取り検査を行う以外、図面の全数寸法に対し検査しなければなりません。測定値は図面に書き込み、もし検査項目は不良が出た場合、赤いペンで不良内容を図面に標記します。そして不良検査記録書に記入し、測定値を記載します。
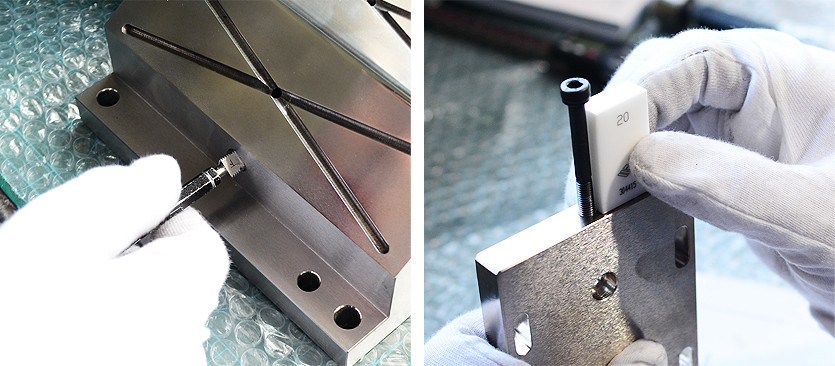
タップの検査:先ずタップは何か欠点があるかどうか確認する。無ければ,通止ゲージでネジを検査します、そしてネジの深さ及び垂直度を検査します、同時に細目ネジ或は並目を確認し、直ねじ或はテーパーネジを確認します。垂直度を検査するときブロックゲージと垂直規で検査
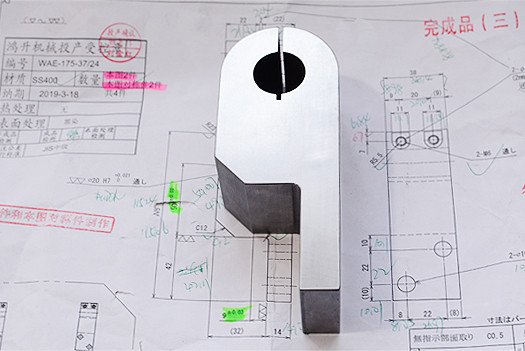
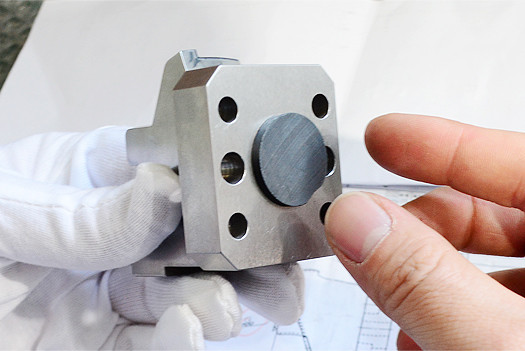
図面に全て記録している面取りを確認する,図面の注意事項、面取り、c面取、r面取を確認する
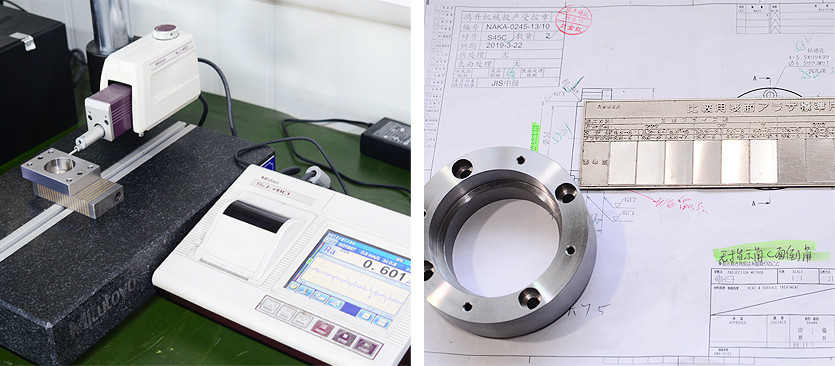
表面粗さの検査。図面には記録して荒さと測定データと比べる。図面に標示してないけど・重要面と認め面を測定する

公差の無い面で硬度計で硬度検査,図面に明示した硬度は実測値と比べて、合格かどうか確認します。
検査注意事項:図面に標示してある同心度、真円度、垂直度、平面度、対称度等,検査しなければならない。全ての寸法とも検査して記録します
検査後,検査図面に中間検査、完成品検査、表面処理後検査の枠に検査員の判子を押します。
表面処理前、メッキしろがあるかどうか確認します、製品移動中の保護包装を注意し、包装の外側に処理の種類を明確に表記します。それから各メッキ待ちのカゴに置きます。図面も表面処理のファイルに置きます。

表面処理後、公差穴の二次検査と製品外観の検査を行います。タップ穴には錆があるかどうかを確認します。問題がなければ、製品と図面一緒に部品箱に入れて,部品番号を確認して、検査報告書と一緒に梱包の所に流します。
製品を梱包に移動する前、箱に書いてある番号は品番と合っているかを確認します,合わない場合、正確の番号を書き直してから検査報告と一緒に梱包の所に流します。
こちらのサイトをクリックしてPDFバージョンをダウンロードいただけます。URL: https://icdn.tradew.com/file/201801/1572624/pdf/7034818.pdf

